Members of Milwaukee Makerspace, led by artist Kathy Cannistra, were bummed that they could not take their installation to Burning Man this year due to the event being canceled (like all other large-scale events this year) but they thought they could still put it on display while also helping draw some attention to Hales Corners’ restaurant Clifford’s Supper Club, which is owned by Kathy’s father.
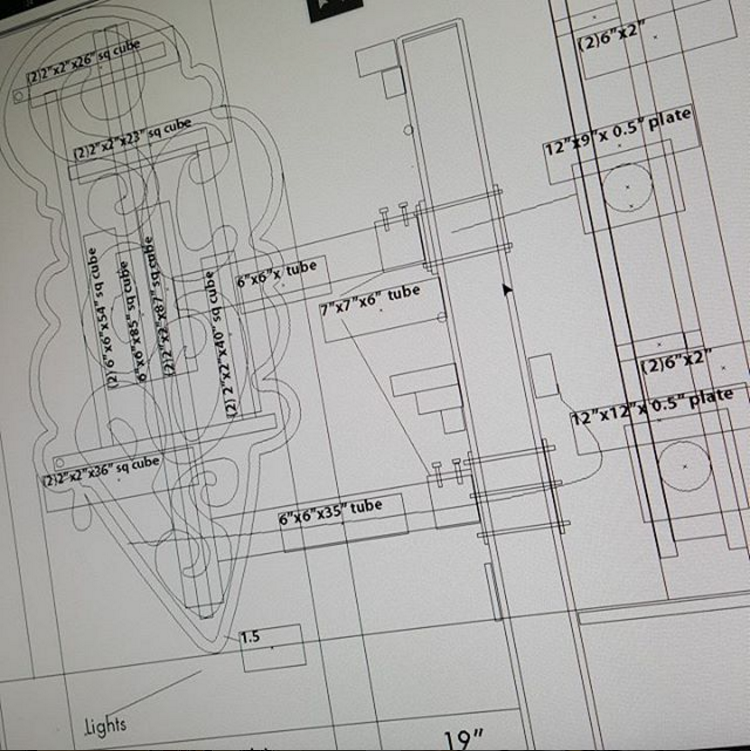
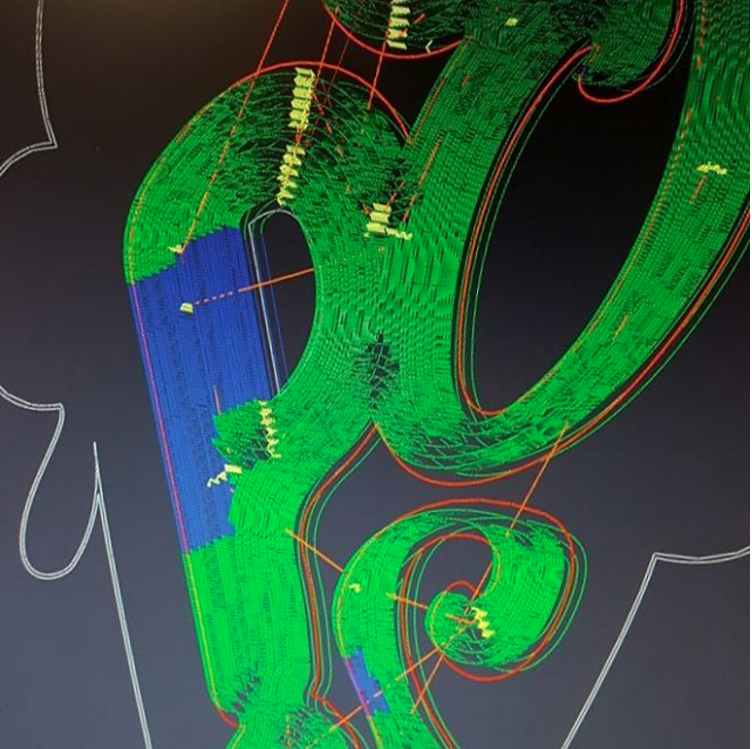
A team of ten makers, friends, and family members helped build “Atomic Forest”. Between painting, sanding, soldering wires and custom-fabricating the metal components, the team estimates they spent 2,600 hours on the project. The sculptures debuted at the Olbrich Botanical Gardens in Madison, Wisconsin in fall of 2019. After the exhibit closed, the giant flowers went into storage, and with Burning Man canceled, had nowhere to go, so Kathy thought that sharing the art with the community by putting them up at Clifford’s Supper Club would be a great way to provide an outdoor seating area allowing patrons to eat outside or simply enjoy the artwork.
The “stalk” of each flower rises from the center of a large table that also covers the underlying support structure. The “petals” are LED lights encased by white tubing looped back on itself. Each flower can run different colors and patterns, and grow dimmer as the evening winds down. Barriers separate the “garden” from the parking lot.
Within days of the flowers going up, the Hales Corners Village Trustees held an emergency vote by phone to have the installation removed. With so many restaurants struggling to survive, Kathy hoped that her art could offer a solution and some solace to the neighborhood and those looking to eat outdoors, but it looks like the city is not on-board with a temporary art exhibit meant to help a local restaurant that has served the community for over 60 years.
If you’re as upset about the Village Trustees decision as we are, please express your support for keeping the temporary installation up for the summer. Visit Support LED Artwork at Cliffords on Facebook and leave a comment.