After the mediocre commercial successes of some of my previous audio products, I decided to pursue a project that has absolutely no commercial potential. Although my Automated Gmail Assistant had a 0.1% view to purchase rate, they definitely delighted their new owners! On the other hand, my novel audio surround sound processor, audio-visual processor and audiophile headphones did not produce any revenue, despite being manufactured in an exclusive edition of one each. Not to be discouraged, the goal of this project was to expand on the core idea behind the aforementioned audiophile headphones, but to overcome the main two drawbacks of using headphones: 1) Many people find that headphones are too uncomfortable and impractical for long term listening. And 2) most headphones lack the concert-like visceral bass impact, which is that feeling of the kick drum shaking your chest that only rock and roll shows could provide.

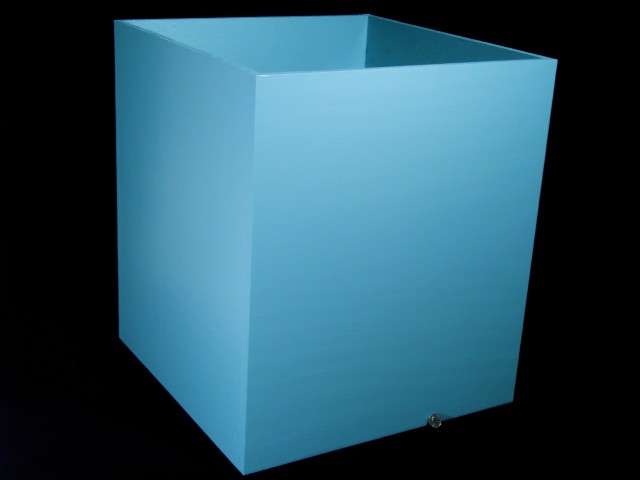
Simply put, the Humorously Maniacal Milwaukee Makerspace Multimedia Machine (HMMMMMM) is a personal sized movie theater, with 5.16 surround sound. That’s right, this theater is like a conventional 5.1 home theater, but with 15 extra subwoofers to delight the senses. While the bass in a live concert can be felt in your chest, the bass in the HMMMMMM can be felt in your soul(!). In addition altering listener’s consciousness, the HMMMMMM will soon be used to screen our yet-to-be-filmed Milwaukee Makerspace orientation video as an integral part of our onboarding process for all new members. The HMMMMMM measures about 7 feet long and about 4 feet wide. An eager movie-goer can simply climb up the integral stairs (shown on the left) and jump in through the 27” diameter escape hatch in the top of the HMMMMMM. Despite its crazy appearance, the HMMMMMM offers a surprisingly comfortable reclining position, much like that of a lazy-boy. Check out this photo of the HMMMMMM under construction for a better idea of the ergonomic internal layout: There is a pillow for one’s head, and ones feet extend to the right. The 27” display is mounted to the angled portion on the top surface, about 24” from the viewer. Eventually, two 24″ monitors will expand the visual experience into the periphery.

The audio portion of the HMMMMMM is a 5.16 system. The high frequencies are played by 5 uninteresting Swan/HiVi speakers that are arranged in a properly boring 5 channel surround configuration. The more exciting portion of the audio system is the subwoofer – well, the 16 (Sixteen) 10″ high efficiency subwoofers that provide that TrueBass™ sensation the masses crave. Its clear from the use of 16 subwoofers that one object of the HMMMMMM was to create an audio system that plays low bass. Playback of really low bass typically requires an extremely large speaker box, and still notes as low as 20 Hz are rarely audible. However, inside any speaker box the bass response is naturally flat to much lower (subsonic) pitches. For more on the sound pressure level inside and outside speaker boxes, check out this link. The graph below is a measurement of the SPL or sound pressure level (how loud it is) versus frequency (pitch) at the listener’s ears in the HMMMMMM.
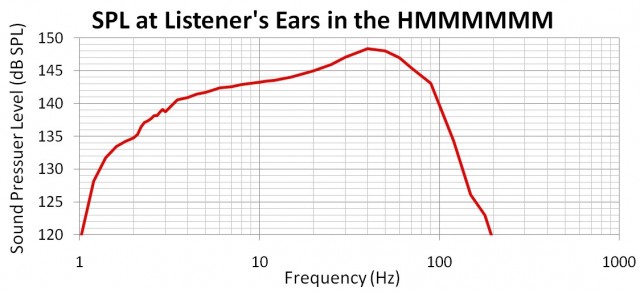
The graph shows that with a sine wave input, the SPL inside the HMMMMMM is 148.6dB at 40 Hz. That means the acoustic pressure on the 27” diameter escape hatch is 45 pounds. Excellent. Note that earplugs in addition to earmuff style hearing protectors are mandatory to safely experience the TrueBass™. To understand this strict hearing protection requirement, lets compare the sound pressure level inside the HMMMMMM to other audio systems that may be more familiar. Note that the loudness of these other audio systems are not visible in the graph above, because essentially all other audio systems (including yours) are inferior. Adjusting the margins of the graph a bit produces the following graph:
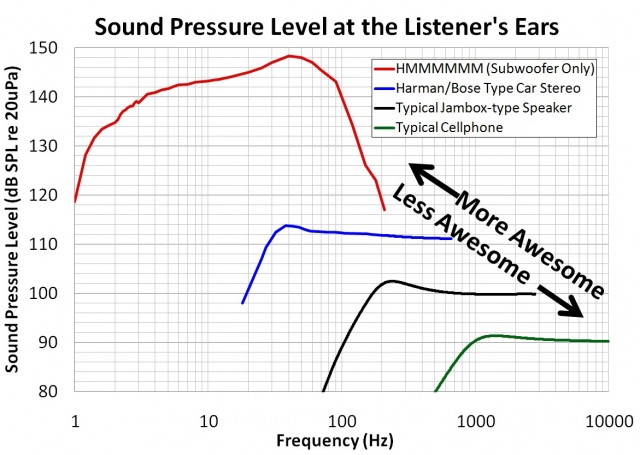 The plot shows how loud typical audio systems are, and how low they play. For example, cellphone speakers play only a bit below 1khz, and are ~90 dB if they’re 40cm from you. When a Jambox-type bluetooth speaker is about 60cm from you, it plays ~10 dB louder, and another 1.5 octaves lower, to 200 Hz. Typical bookshelf speakers can get another 5 dB louder if you’re 1.5 meters from them, but only play down another octave to 100 Hz. OEM installed car stereos are a big improvement, but they’re still not in the same league as the HMMMMMM. Yes, the IASCA record holding car is louder than this, but it plays only from 50 Hz to 60 Hz, which isn’t even really bass.
The plot shows how loud typical audio systems are, and how low they play. For example, cellphone speakers play only a bit below 1khz, and are ~90 dB if they’re 40cm from you. When a Jambox-type bluetooth speaker is about 60cm from you, it plays ~10 dB louder, and another 1.5 octaves lower, to 200 Hz. Typical bookshelf speakers can get another 5 dB louder if you’re 1.5 meters from them, but only play down another octave to 100 Hz. OEM installed car stereos are a big improvement, but they’re still not in the same league as the HMMMMMM. Yes, the IASCA record holding car is louder than this, but it plays only from 50 Hz to 60 Hz, which isn’t even really bass.
Note that the difference in loudness between a cellphone and a car is 20 dB, while the HMMMMMM is 30 dB louder than a high-performing car stereo. Also note that the frequency range of a piano, with its 88 keys, is about the same as a bookshelf speaker – a bit over 7 octaves. Surprisingly, the subwoofer portion of the HMMMMMM has a 6 octave bandwidth, but it plays the 6 octaves you’ve never heard before! The HMMMMMM plays 6 octaves below what your bookshelf speaker or Jambox calls bass. The HMMMMMM has a +/- 6 dB passband extending down to 2 Hz, with the output at 1 Hz being nearly still above the 120 dB “threshold of pain.”
Disclaimers: For safety, the big 2000 Watt amplifier that drives the HMMMMMM to its full potential is not available when the author is not present. Ironically, the author has taught 75-100 people, the eager early HMMMMMM listeners, how to properly insert earplugs, meaning that the HMMMMMM is actually a learning tool for hearing safety! Finally, the author has some hesitancy in having the HMMMMMM reproduce recordings with 5 Hz content at 140 dB, because typical hearing protection has little effect at these unnaturally low frequencies.
PS: Please don’t hesitate to contact me if you’d like to help with the video scripting, filming or editing.







 I’ve updated Robert Indiana’s iconic sculpture “
I’ve updated Robert Indiana’s iconic sculpture “